酒泉鋼結構廠(chǎng)房安裝,鋼結構車(chē)間廠(chǎng)家
2023-04-21 來(lái)自: 甘肅鑫祥威鋼結構工程有限公司 瀏覽次數:243
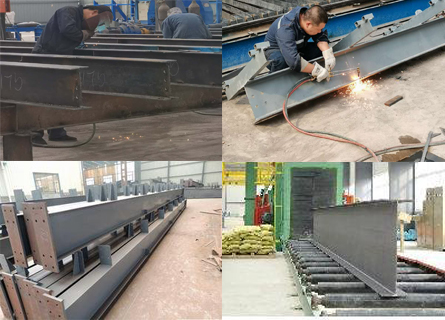
甘肅鑫祥威鋼結構工程有限公司為您提供酒泉鋼結構廠(chǎng)房安裝相關(guān)信息,甘肅鑫祥威鋼結構工程有限公司是一家從事鋼結構施工的公司,再此,我們總結了關(guān)于鋼結構工程的施工要點(diǎn),一起來(lái)學(xué)習一下甘肅鋼結構工程(1)制作鋼結構制作包括放樣、號料、切割、校正等諸多環(huán)節。高強度螺栓處理后的摩擦面,抗滑移系數應符合設計要求。制作質(zhì)量檢驗合格后進(jìn)行除銹和涂裝。一般安裝焊縫處留出30~50mm暫不涂裝!(2)焊接焊工經(jīng)考試合格并取得合格證書(shū),且在其考試合格項目及其認可范圍內施焊。焊縫施焊后須在工藝規定的焊縫及部位打上焊工鋼印。焊接材料與母材應匹配,全焊透的一、二級焊縫應采用超聲波探傷進(jìn)行內部缺陷檢驗,超聲波探傷不能對缺陷作出判斷時(shí),采用射線(xiàn)探傷。施工單位..采用的鋼材、焊接材料、焊接方法等,進(jìn)行焊接工藝評定。(3)運輸運輸鋼構件時(shí),要根據鋼構件的長(cháng)度和重量選用車(chē)輛。鋼構件在車(chē)輛上的支點(diǎn)、兩端伸出的長(cháng)度及綁扎方法均應構件不產(chǎn)生變形、不損傷涂層。(4)安裝鋼結構安裝要按施工組織設計進(jìn)行,安裝程序須結構的穩定性和不導致..性變形。安裝柱時(shí),每節柱的定位軸線(xiàn)須從地面控制軸線(xiàn)直接引上。鋼結構的柱、梁、屋架等主要構件安裝就位后,須立即進(jìn)行校正、固定。
酒泉鋼結構廠(chǎng)房安裝,鋼結構安裝要點(diǎn)摩擦系數其中F為抗滑移試驗所測得的使試件產(chǎn)生初始滑移的力,nf為摩擦面數,為與F對應的高強螺栓擰緊預拉力實(shí)測值之和。扭矩系數其中d為高強螺栓公稱(chēng)直徑(mm),M為施加扭矩值(N﹒M),P為螺栓預緊力。9級高強度大六角螺栓連接扭矩系數K的平均值為~。其標準偏差應小于等于。初擰扭矩為了縮小螺栓緊固過(guò)程中鋼板變形的影響,可用二次擰緊來(lái)減小先后擰緊螺栓之間的相互影響。高強螺栓..次擰為初擰,使其軸力宜達到標準軸力的60%~80%。終擰扭矩高強螺栓.后緊固用的扭矩為終擰扭矩。考慮各種預應力的損失,終擰扭矩一般比按設計預拉力作理論計算的扭矩值大5%~10%。

鋼結構車(chē)間廠(chǎng)家,鋼結構的應用領(lǐng)域在隨著(zhù)技術(shù)的不斷進(jìn)步和社會(huì )經(jīng)濟的發(fā)展,許多市場(chǎng)在不斷開(kāi)拓,市場(chǎng)的需求也是越來(lái)越廣,但是在安全方面也在備受關(guān)注,所以我們要做好安全防范工作,首要的就是先從鋼結構構件的加工制作工藝中防患于未然。鋼結構加工的需要注意需要是要按照加工工藝的流程來(lái)進(jìn)行,在有隱蔽焊縫的時(shí),需要先經(jīng)過(guò)施焊,才可以檢驗合格;在組裝的時(shí)候先要進(jìn)行小件的組焊,矯正后才進(jìn)行組裝大部件,來(lái)防止大件的變形;在組裝零件,部件檢查合格的時(shí)候應該在邊緣mm范圍內清除油漬,污垢等;在拼裝胎具時(shí),需要要考慮到要預放出焊接的收縮量和加工的余量;鋼結構在加工制作的時(shí)候要要求磨光頂緊的部位,要達到75%的接觸面;加工好的零件要進(jìn)行編號,寫(xiě)清楚圖號,構件號等來(lái)方便查找;板材和型鋼的組裝和焊接也要有次序的進(jìn)行,比如構件的隱蔽部位需要提前進(jìn)行涂裝。
鋼結構加工安裝前,不要檢查鋼構件的整體尺寸,應對構件的變形和質(zhì)量缺陷進(jìn)行處理。雖然鋼構件在加工出廠(chǎng)前已經(jīng)通過(guò)質(zhì)量檢驗,但可能會(huì )錯過(guò)檢驗,或者構件在運輸和堆放過(guò)程中可能會(huì )有新的變形和損壞。同時(shí)生活間的也應盡量減少對生產(chǎn)房采光和自然通風(fēng)的影響。生活間應盡量布置在車(chē)間主要人出入口處且與生產(chǎn)操作地點(diǎn)有方便的并避免工人上、下班時(shí)的人與生產(chǎn)區內主要運輸線(xiàn)的交叉人數較多集中設置的生活間以布置在生產(chǎn)區主要干道兩側且靠近車(chē)間為宜。發(fā)揮計劃管理的,采用施工進(jìn)度總計劃與月、周計劃相結合的多級網(wǎng)絡(luò )計劃進(jìn)行施工進(jìn)度計劃的控制與管理。